
en iso-尊龙凯时官网入口
检测工程师:王国庆
检测日期:2026年4月29日
一、试块及缺陷描述
本次共计检测了三个试块,其中两个试块为铝质焊接平板,在焊缝处加工有不同类型的缺陷;另外一个试块为en iso-3452-3标准试块。
(1)铝质焊接平板试块一,焊缝处加工有裂纹和气孔缺陷,试块实物图如下图所示,红色椭圆框所示为缺陷近似位置:
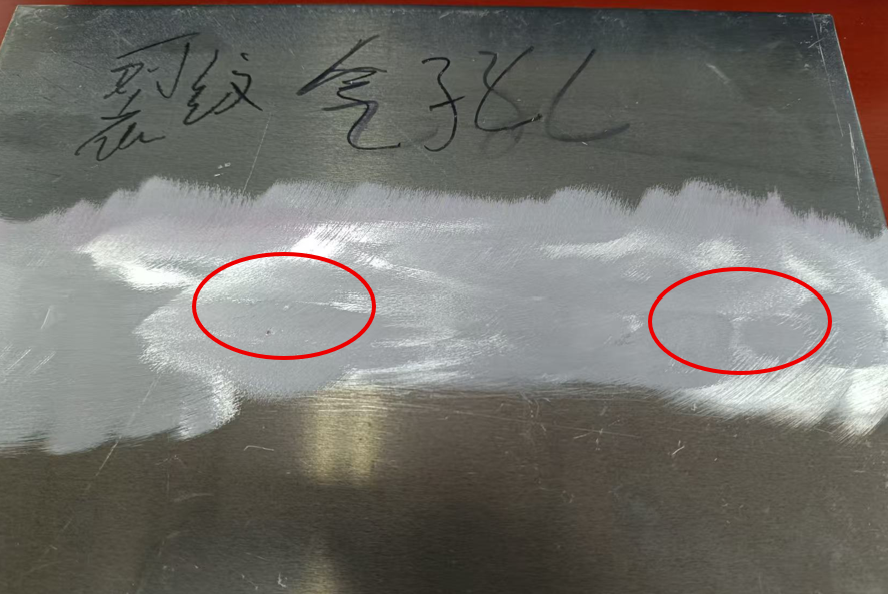
图1 铝质焊接平板试块一
(2)铝质焊接平板试块二,焊缝处加工有裂纹缺陷,试块实物图如下图所示,红色椭圆框所示为裂纹缺陷:

图2 铝质焊接平板试块二
(3)eniso-3452-3标准试块,在其近表面加工有5处星型人工缺陷。试块实物图如下图所示:
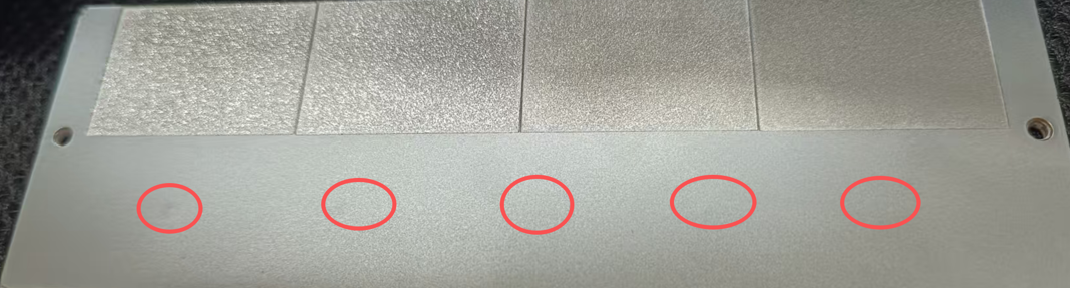
图3 en iso-3452-3标准试块
二、检测设备及探头简介
本次检测设备采用mea-128阵列涡流检测装置,该设备外壳采用铝镁合金,四角采用加固设计,配有以太网口、usb、hdmi以及midi-dp等接口,可满足用户现场多样化的需求。

图4 mea-128
综合考虑工件形状及待检部位缺陷,本次检测选用半刚性阵列探头。该探头覆盖范围为54mm,中心频率为250khz。
图5 yt-bg-054-hr
三、检测结果
(1)采用半刚性阵列探头,对铝质焊接平板试块一焊缝进行扫查,得到如下检测结果,红色方框所示为检出缺陷信号:
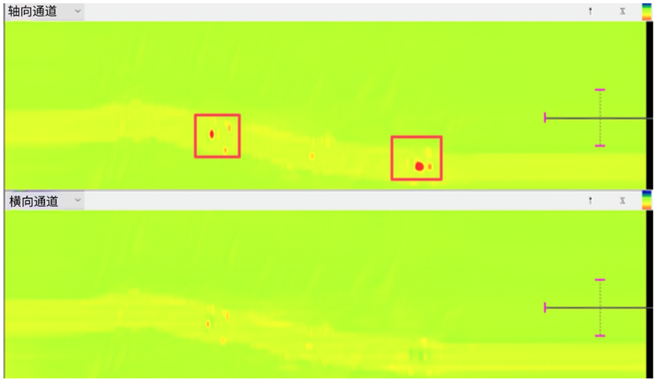
图6 铝质焊接平板一检测结果
(2)同理,对铝质焊接试板二焊缝进行扫查,得到如下检测结果,红色圆框所示为检出缺陷信号:
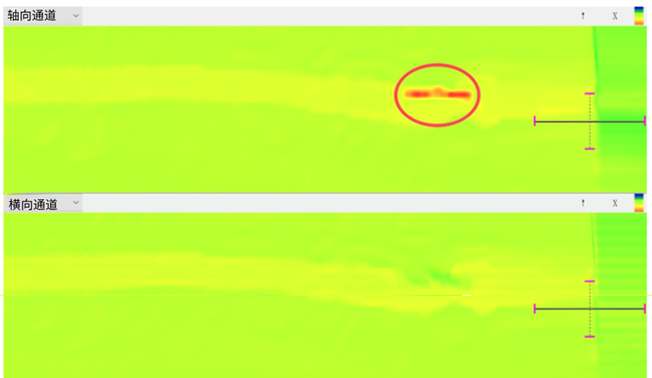
图7 铝质焊接平板二检测结果
(3)按下图所示方向对en iso-3452-3标准试块实施扫查,得到检测结果如图9所示:
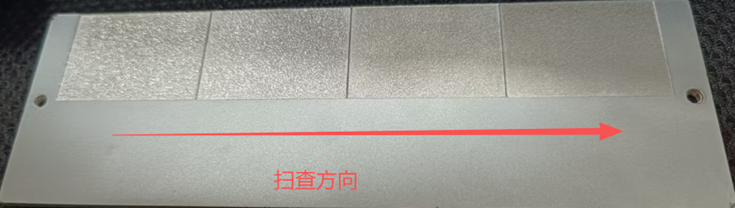
图8 扫查eniso-3452-3标准试块
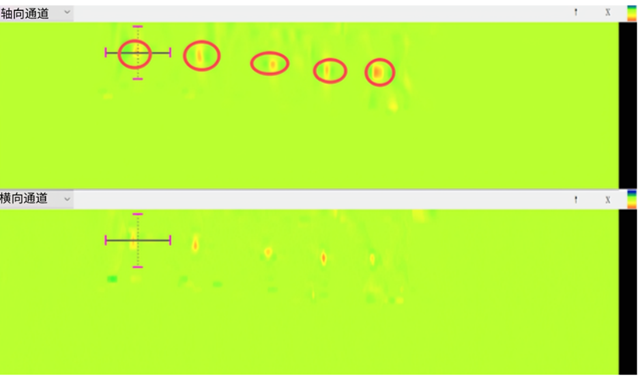
图9 eniso-3452-3标准试块检测结果
四、结论及展望
(1)综合试块检测情况可以发现,对比常规渗透检测,阵列涡流技术无需复杂预处理,即可对铝质焊接试块实施检测。环保安全无耗材依赖。
(2)阵列涡流检测结果可生成缺陷图谱,匹配编码器,可精准定位缺陷位置、量化缺陷长度,数据可存储、回放、归档,便于后期质量追溯;
(3)针对复杂应用场景,可根据实际需求、工况等定制适形传感器,匹配扫查。