
轧辊现场样件检测 -尊龙凯时官网入口
轧辊现场专项检测实录:精准排查缺陷,筑牢生产防线
轧辊作为轧机直接轧制金属材料的核心部件,其表面质量与内部性能直接关系到轧制产品的精度的生产效率,一旦存在“软点”等隐蔽缺陷,极易引发设备故障、影响生产稳定,甚至造成经济损失。近日,应客户专项需求,我们前往现场开展轧辊无损检测工作,结合现场轧辊曲率及表面实际工况,选用半刚性探头搭配阵列涡流检测技术,对4个关键检测点位逐一实施精准扫查,全面排查缺陷隐患,用专业技术为客户生产保驾护航,以下是本次现场检测的详细汇总。
基础信息
检测工程师:王国庆
检测时间:2025年05月23日
检测地点:客户现场
检测内容:轧辊
检测设备:mea-128
检测探头:yt-bg054-hr
过程记录
采用半钢性探头对轧辊1-4表面软点处分别进行扫查:
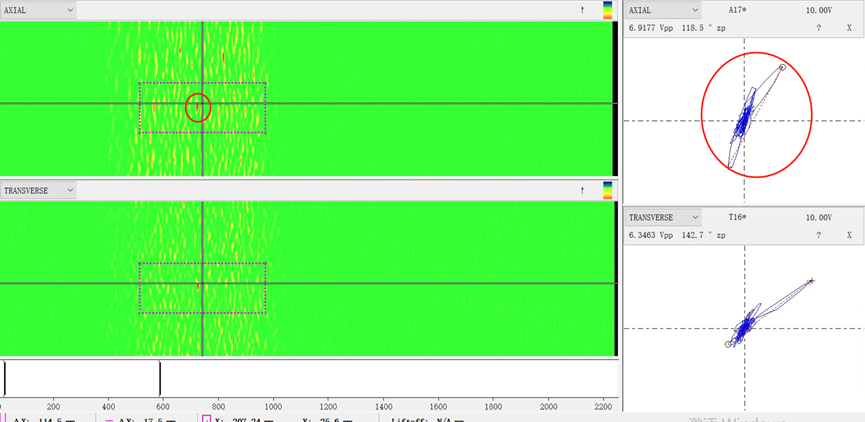
1、 轧辊1软点检测,轧辊1软点1区域现场照片如下:

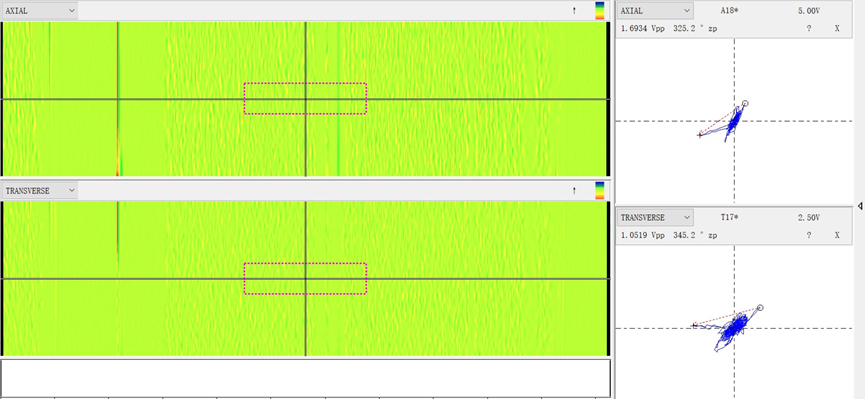
轧辊1软点1区域实施检测后获取的c扫图像及阻抗平面图显示如下:
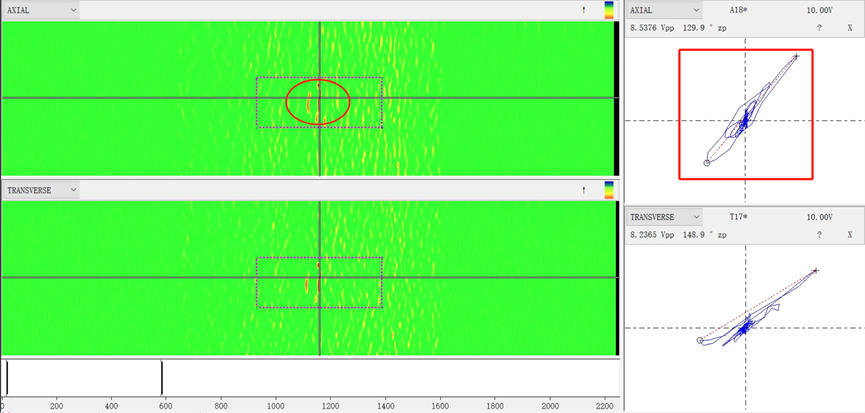
2、轧辊1软点检测,轧辊1软点2区域现场照片如下:

轧辊1软点2区域实施检测后获取的c扫图像及阻抗平面图显示如下:
3、轧辊2常规涡流检出异常区域检测
应客户要求,对其常规涡流检出信号异常区域进行了检测,得到如下所示的 c扫显示:
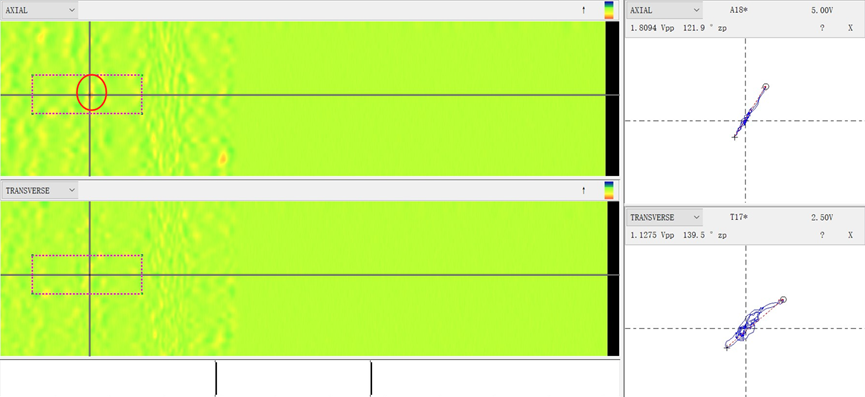
观察上图信号,查找右侧阻抗平面图显示,可以发现在该点处信号幅值1.8094v,远远大于该区域其他信号幅值,由此可以判定该点位处存在异常。
4、轧辊3部分圆周区域检测
对轧辊3部分圆周区域实施了扫查,得到如下所示检测结果:
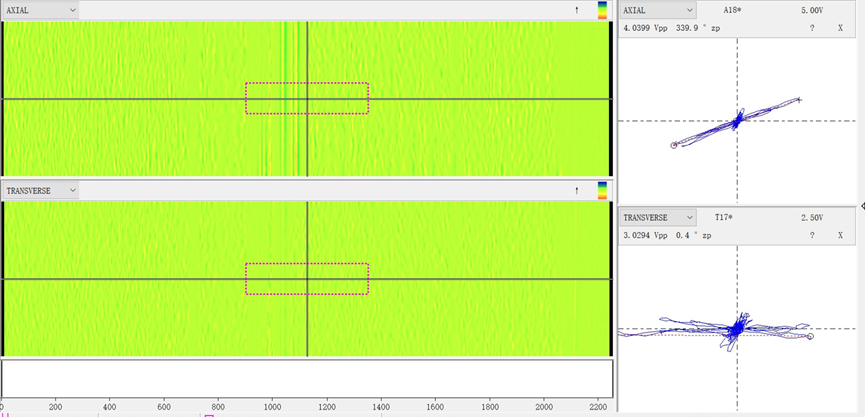
观察上述检测结果可以发现,c扫图像未发现明显突变信号,据此可以判定该区域正常。
5、轧辊4部分圆周区域检测
对轧辊4部分圆周区域实施了扫查,得到如下所示检测结果:
观察上述检测结果可以发现,c扫图像未发现明显突变信号,据此可以判定该区域正常。
检测结论
1. 通过分析客户提供的几根轧辊样件检测结果,阵列涡流设备可以发现该区域存在的“软点”缺陷;
2. 在分析获取的检测数据时,需综合考虑c扫视图及阻抗平面图显示,评判此区域是否存在“软点”缺陷。