
螺钉检测机在北京某航空著名单位的应用 -尊龙凯时官网入口
2018-01-11 14:22 ytzx
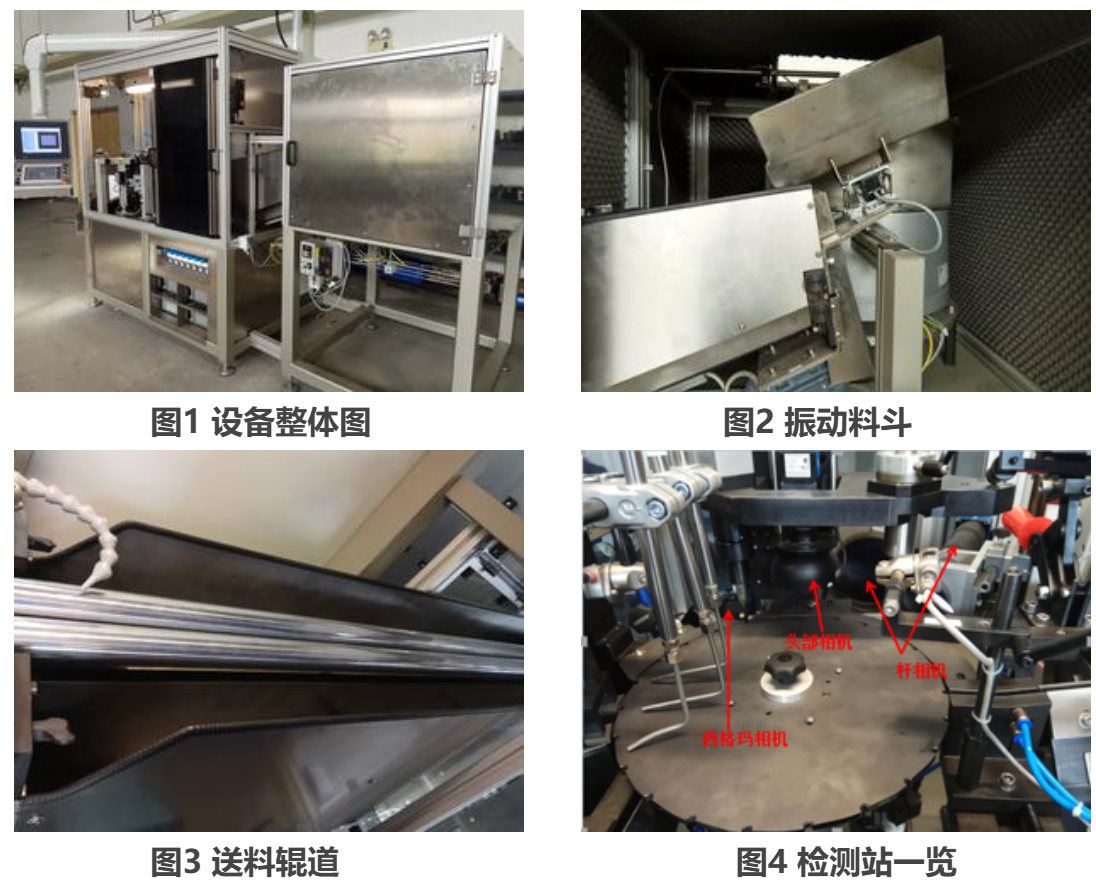
设备名称:pace带头部件检测分拣机
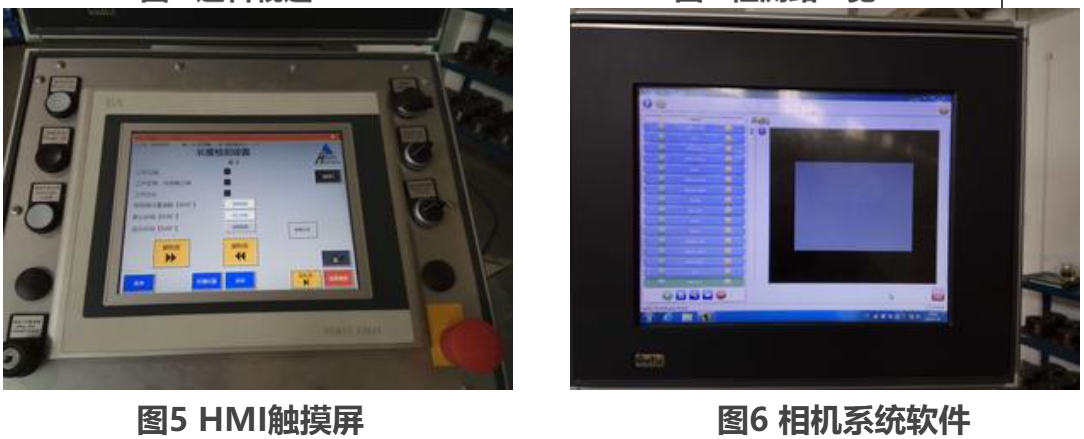
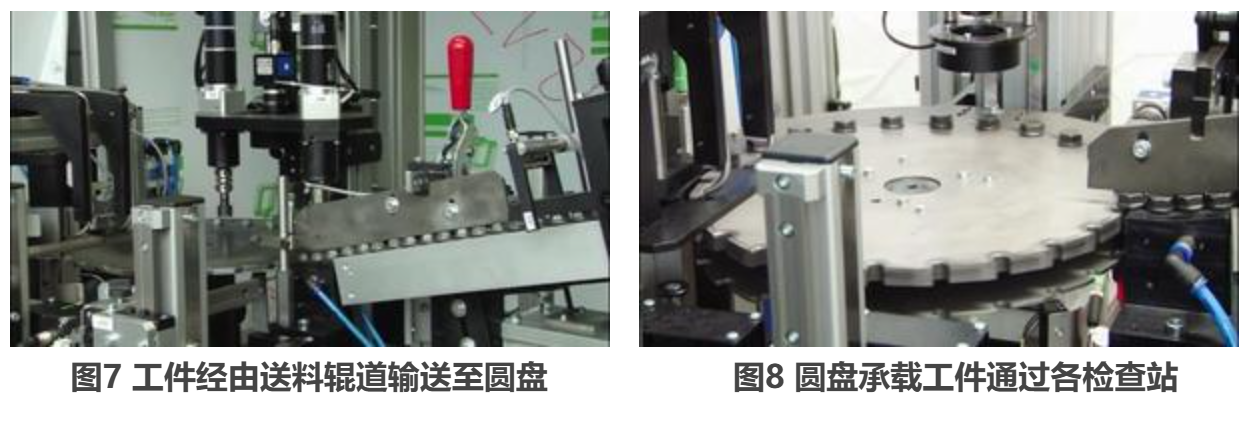
设备一览:设备一览图如下:
客户检测要求:实现紧固件尺寸和裂纹缺陷的自动检测。既能实现过程控制的检测,又能实现制造过程的终检。对各检测模块的具体要求如下:
1、尺寸检测模块:应能够测量头部直径、平头头高、沉头p值、头部角度、头下圆角、光杆直径、夹层长、总长等尺寸,尺寸检测系统应带有自由设定功能,便于用户设定需要检查的尺寸。
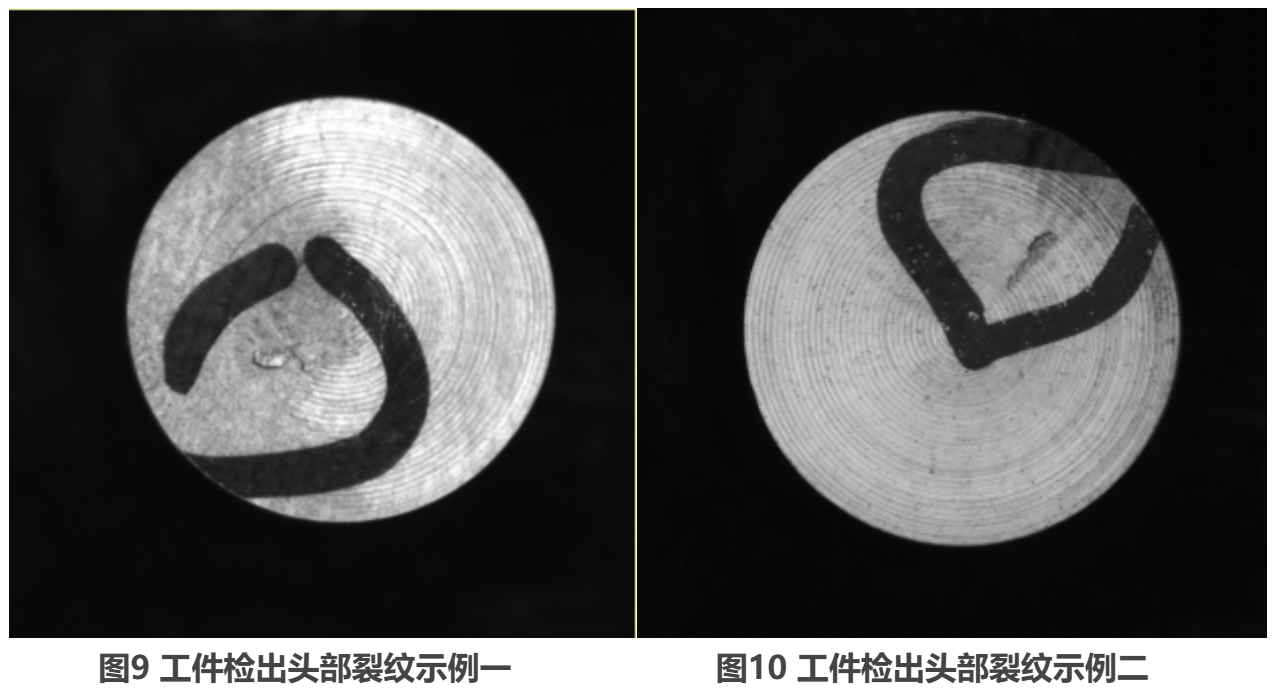
2、顶部视觉检测模块:顶部视觉系统用于检查头部缺陷,如裂纹和损坏的凹槽;不仅可检查头部正面,也具有检查头部边缘缺陷的能力。视觉系统应能分辨出螺栓顶部的缺陷(凹坑、驱动槽不饱满等),并能自由设置缺陷识别区域及缺陷承受范围。
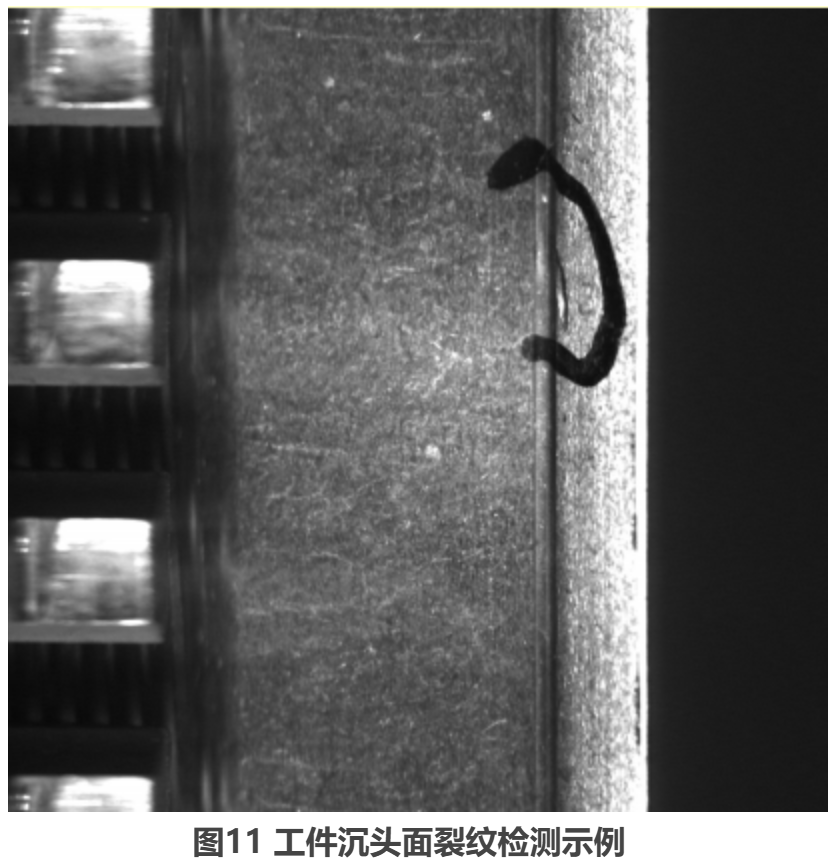
3、360°视觉检测模块:可对工件径向全面进行检测,沉头下面及杆部区域的缺陷检测。
设备能力验证:
1、设备静态精度验证:共检测4个批次工件。
2、设备检测缺陷能力验证:共检测4个批次工件。
3、设备动态精度验证:共检测3个批次工件。
验证报告:
| 工件编号 | 验证项目 | 客户要求 | 验证效果 |
| 1 | 静态精度 | 测量杆径,精度达到±0.0025mm | 满足客户要求 |
| 2 | 测量杆径、头部直径、p值、夹层、总长、角度。杆径和头部直径精度达到±0.0025mm,其余测量项目精度±0.012mm | 满足客户要求 | |
| 3 | 测量杆径、头部直径、p值、夹层、总长、角度和头下圆角。杆径和头部直径精度达到±0.0025mm,其余测量项目精度±0.012mm | 满足客户要求 | |
| 4 | 测量杆径、头部直径、夹层、总长、头高和头下圆角。杆径和头部直径精度达到±0.0025mm,其余测量项目精度±0.012mm | 满足客户要求 | |
| 5 | 缺陷检测 | 检测效率≥85件/分钟,连续批量检测裂纹100%检出 | 效率110件/分钟,裂纹100%检出 |
| 6 | 检测效率≥85件/分钟,连续批量检测裂纹100%检出 | 效率120件/分钟,裂纹100%检出 | |
| 7 | 检测效率≥85件/分钟,连续批量检测裂纹100%检出 | 效率110件/分钟,裂纹100%检出 | |
| 8 | 宽度≥0.125mm的裂纹100%检出 | 裂纹100% 检出 | |
| 9 | 动态精度 | 不合格件100%检出 | 100%检出 |
| 10 | 不合格件100%检出 | 100%检出 | |
| 11 | 不合格件100%检出 | 100%检出 |
缺陷检测示例:
总结:
1、与客户现有检测设备相比,pace检测机在检测精度、效率方面有了大幅度的提升,减少了人工的投入,获得了客户的好评。
2、该检测机为客户预留了自动包装单元接口、工业4.0模块接口及涡流检测模块接口等,便于今后客户有需求时升级系统,提升检测机性能。