咨询热线010-85376255 010-85376438010-56029689 010-56029679
|
|
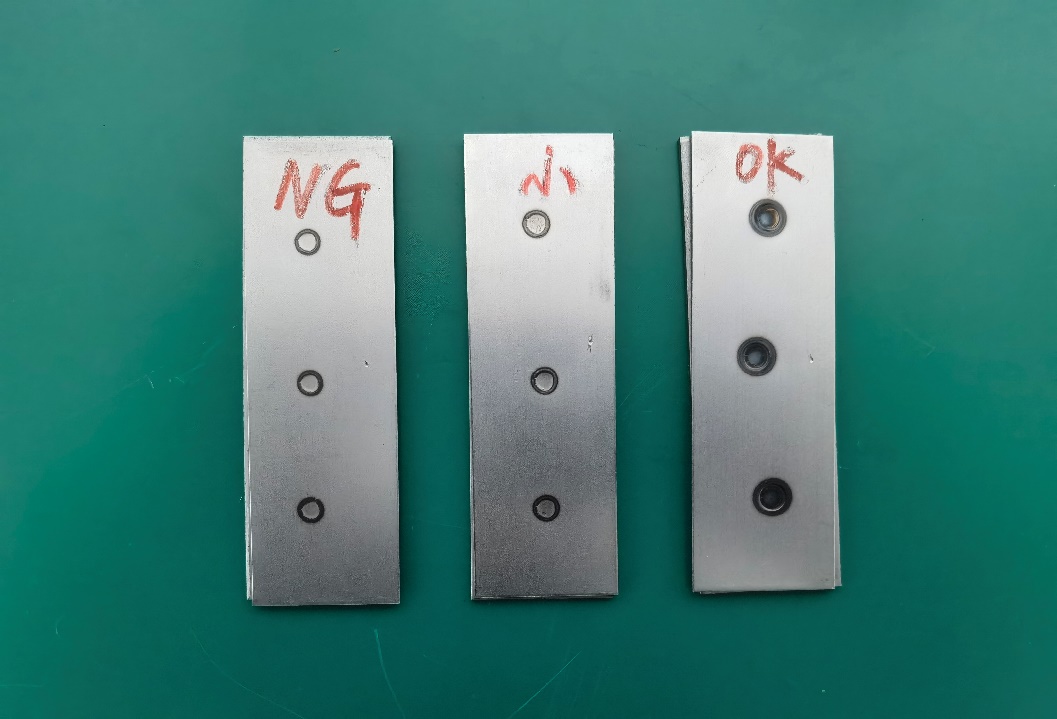
阵列涡流汽车点焊试块焊接情况测试 -尊龙凯时官网入口阵列涡流汽车点焊试块焊接情况测试 试块:汽车点焊试块 说明:ng为焊接不合格试块;小(x)试块焊接面小;ok为焊接合格试块,图一为正面,图二为反面。
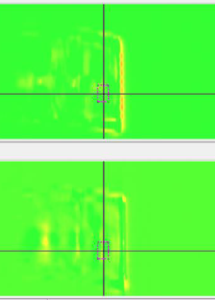
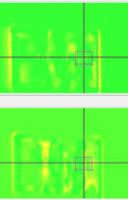
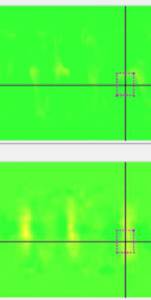
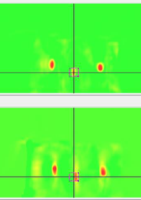
ng点焊试块扫查结果: ng正面
ng反面
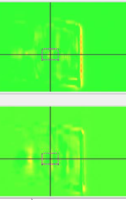
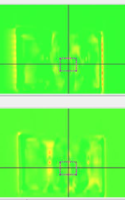
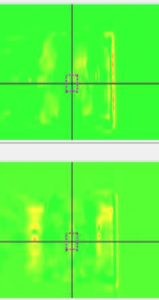
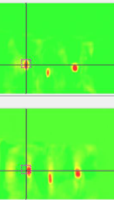
小(x)点焊试块扫查结果: (x)正面
(x)反面
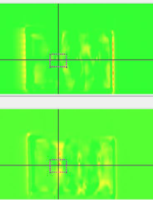
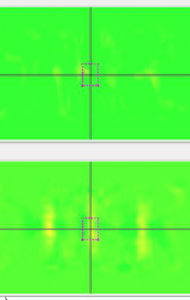
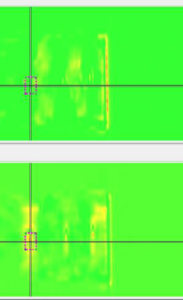
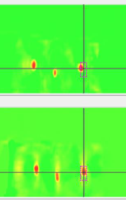
ok点焊试块扫查结果: ok正面
ok反面
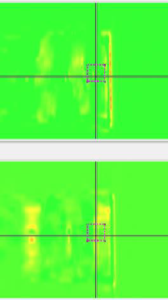
扫查结果对比:
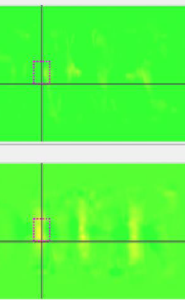
上图ng点焊试块由于焊接效果不理想,扫查结果模糊。 小(x)点焊试块能看到小痕迹,由于焊接面较小,显示效果不清晰。 ok点焊试块为完好焊接,显示效果清晰可见。 如上图所示:ok点焊试块扫查图显示效果明显区别于ng点焊试块和小(x)点焊试块。 扫阻抗平面图对比:
ng点焊试块相位角为153.4°,166.3°,173.0°。 小(x)点焊试块相位角为196.7°,164.4°,167.5°。 ok点焊试块相位角为32.4°,55.7°,48.2°。 可见不同点焊情况扫查后的相位角完全不同,完好点焊的相位角度集中在30-60°,未完好点焊和 接触不均匀情况相位一般在120°-200°之间。 破检焊核直径(mm)
破检照片:
结论: 根据扫查结果视图的可视情况,结合扫查结果的相位分析,发现阵列涡流设备采用半刚性探头, 可以对送检的汽车点焊试块,根据点焊的实际情况进行明显的扫查区分。 |