
array eddy current inspection for small-尊龙凯时官网入口
array eddy current testing technology: precisely detect minute concealed flaws in small-diameter tubes
small-diameter tubes are widely used in critical working conditions such as boilers,
heat exchange equipment and industrial pipelines. hidden micro-defects including tiny through-holes and axial grooves on tube walls can easily lead to equipment deterioration and potential safety hazards.
conventional testing methods have multiple limitations, including insufficient accuracy, no imaging function and poor traceability. in contrast, array eddy current testing (aect) is perfectly adapted to the inspection of small-diameter tubes.
featuring visual imaging, high defect detection rate and efficient scanning, this technology can accurately locate micro-defects,
delivering solid technical support for quality inspection and safe operation & maintenance of small-diameter tubes.
recently, aect was performed on small-diameter tubes submitted by the client. records below:
test block and defect description:

fig.1 defect schematic of tube 1
(2) the physical photo of tube no.2 is shown below. defect positions are indicated by red ellipses. the tube material and defect dimensions were not provided by the client.

fig.2 defect schematic of tube 2
introduction to testing equipment and probes
the ytem-max1 multi-functional electromagnetic testing unit was used for this inspection. the device adopts an alloy housing with reinforced design at four corners, featuring good vibration resistance and impact resistance. it is fitted with a complete range of aviation connectors and has an overall ip65 ingress protection rating. being dust-proof and water-proof, the equipment can meet diverse on-site testing requirements of customers.

taking into account the shape of test pieces and defects in the areas to be inspected, a semi-rigid array probe was adopted for this test.
the probe features a coverage width of 54 mm. its operating frequency range is 100 khz – 800 khz, with a center frequency of 250 khz.
test results:
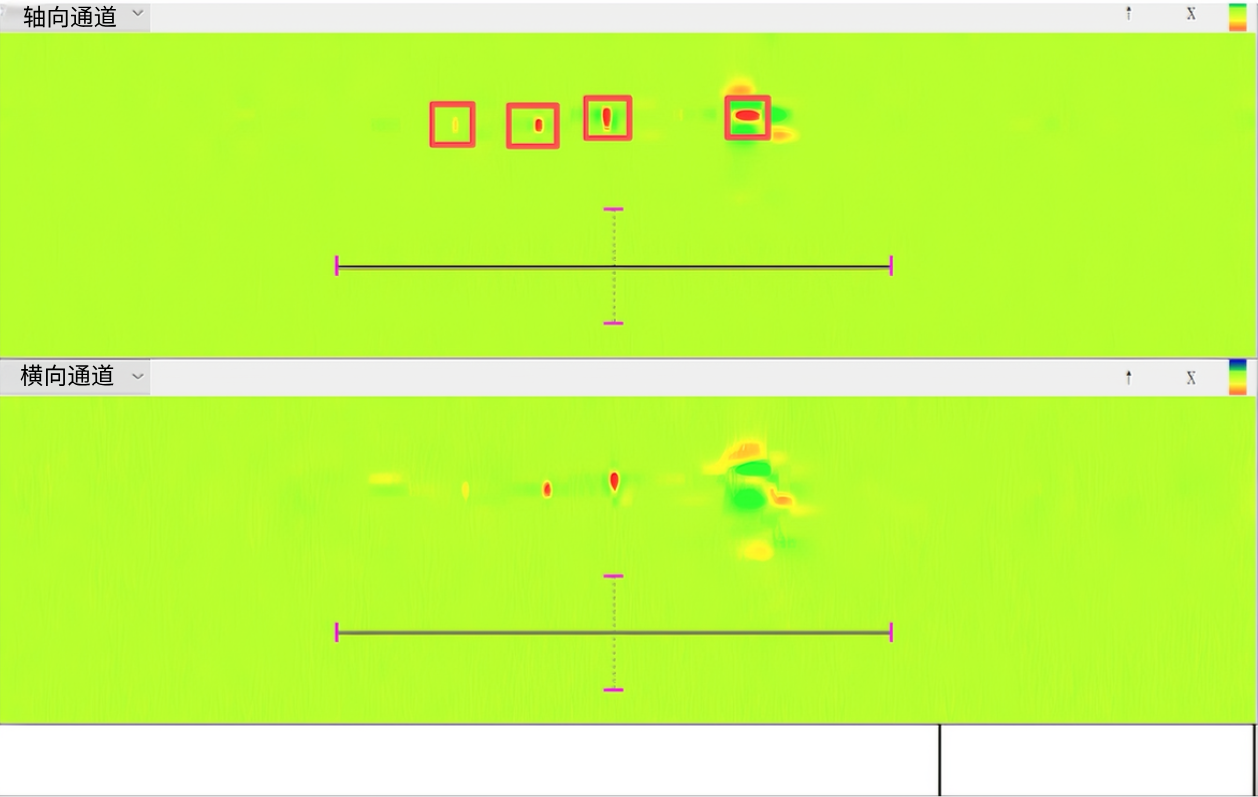
(1) scanning was performed on tube no.1 using the semi-rigid array probe. the test results are shown in the figure below. all four defects were fully detected, and the detected defect signals are marked with red rectangular boxes.:
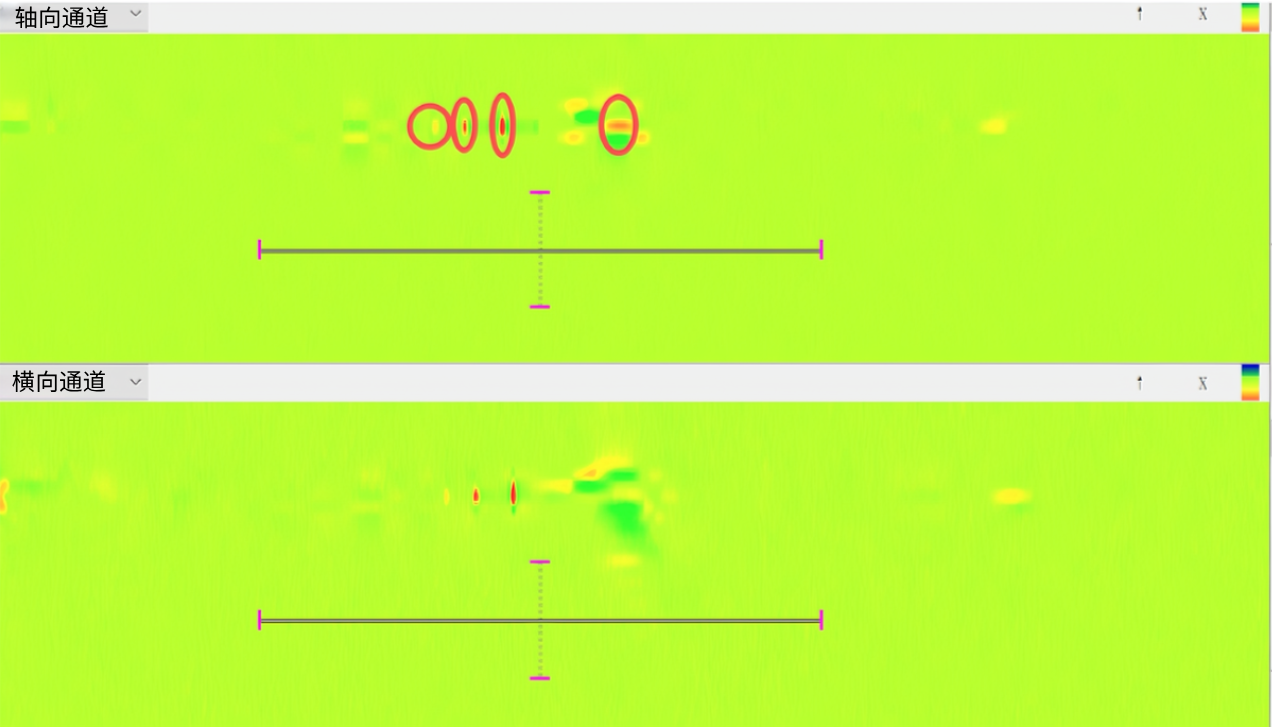
(2) similarly, scanning was performed on tube no.2. the test results are shown in the figure below. all four defects were fully detected, and the detected defect signals are marked with red circular boxes.
conclusion: